Chemical Industry
Chemical industry including petrochemical & agrochemical industries generates wastewater at multiple stages of production, including raw material handling, reactions, separation, purification, and utilities.

Challenges in Chemical Effluent
Highly variable in flow.
Highly variable compositions like total dissolved solids (TDS) and salinity.
Elevated chemical oxygen demand (COD) with toxic components.
Presence of solvents, acids, heavy metals and alkalis.
Frequent foaming and odor.
High scaling, fouling, and corrosion
SED’s MVR-based LTE® technology significantly reduces waste volumes, enabling a cost-effective and sustainable Zero Liquid Discharge (ZLD) solution.
SED Smart Solution
Process Flow Diagram
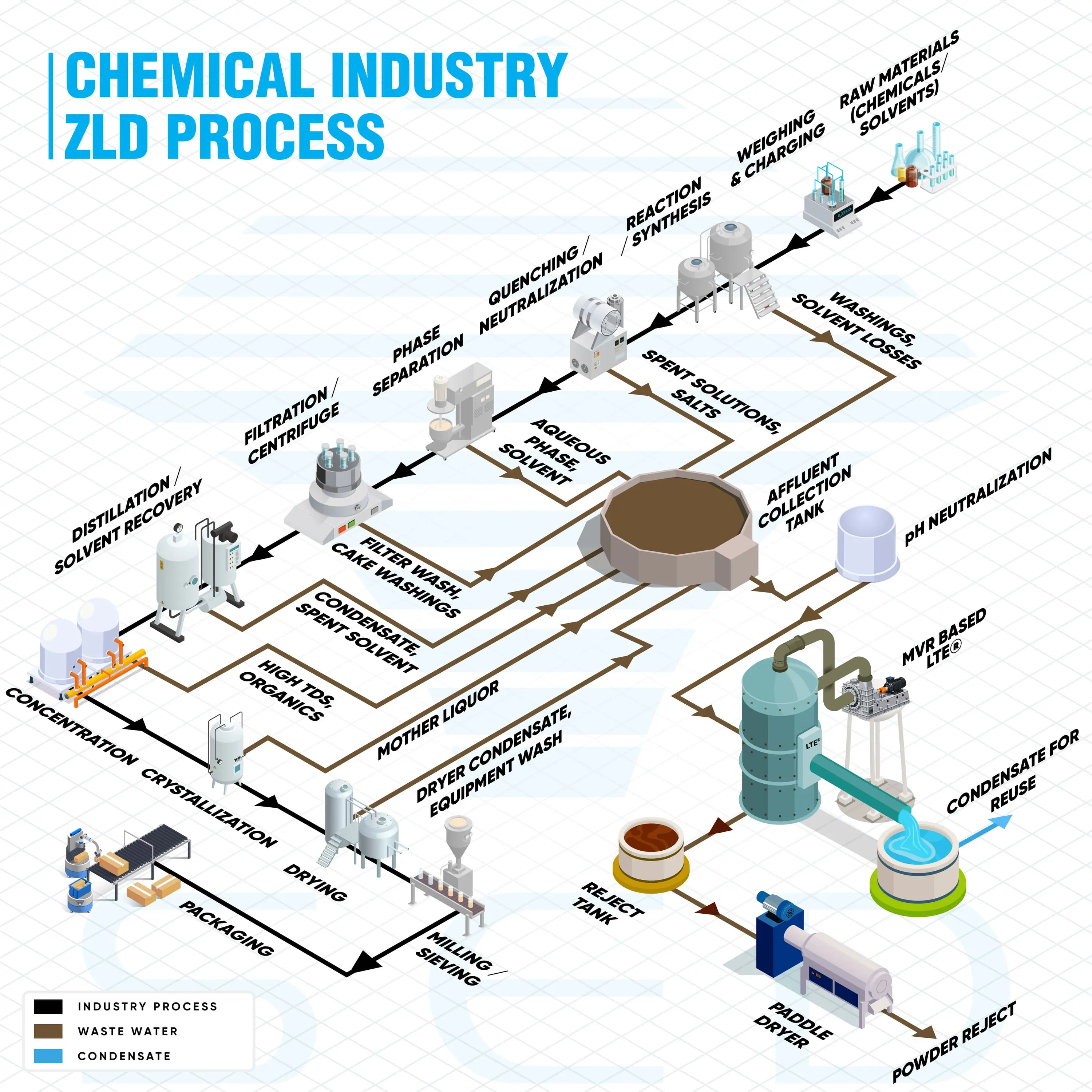
**Zoom into critical process blocks for enhanced visibility, diagnostics, and plant-level understanding.
Key Benefits

Engineered to handle diverse wastewater streams like raw effluent, ETP treated effluent, and RO reject.

Globally patented low temperature evaporation technology minimizes scaling, fouling and corrosion.

Efficient heat and water recovery supports optimized energy utilization and reduced carbon emission.

Effective COD reduction achieved through an integrated stripper column.

Condensate recovery & reuse conserves up to 95% of raw resources.

Recovers reusable resources like salts, solvents, and other by-products, converting waste into value.

Compact design reduces footprint area, installation time, and site preparation requirements.